




1 / 5


1. Modular and Standardized Design: Main structure uses custom modular units (20ft/40ft). Standardized dimensions allow for multi-story buildings and flexible splicing or stacking.
2. Robust Structure: Made of Q235B steel with fully welded frames. Resists wind up to level 12 and seismic force level 8. Corrosion-resistant design with a 15-20 year service life.
3. High Mobility: Integrated steel units transportable by forklift or trailer without disassembly, ideal for relocatable project offices.
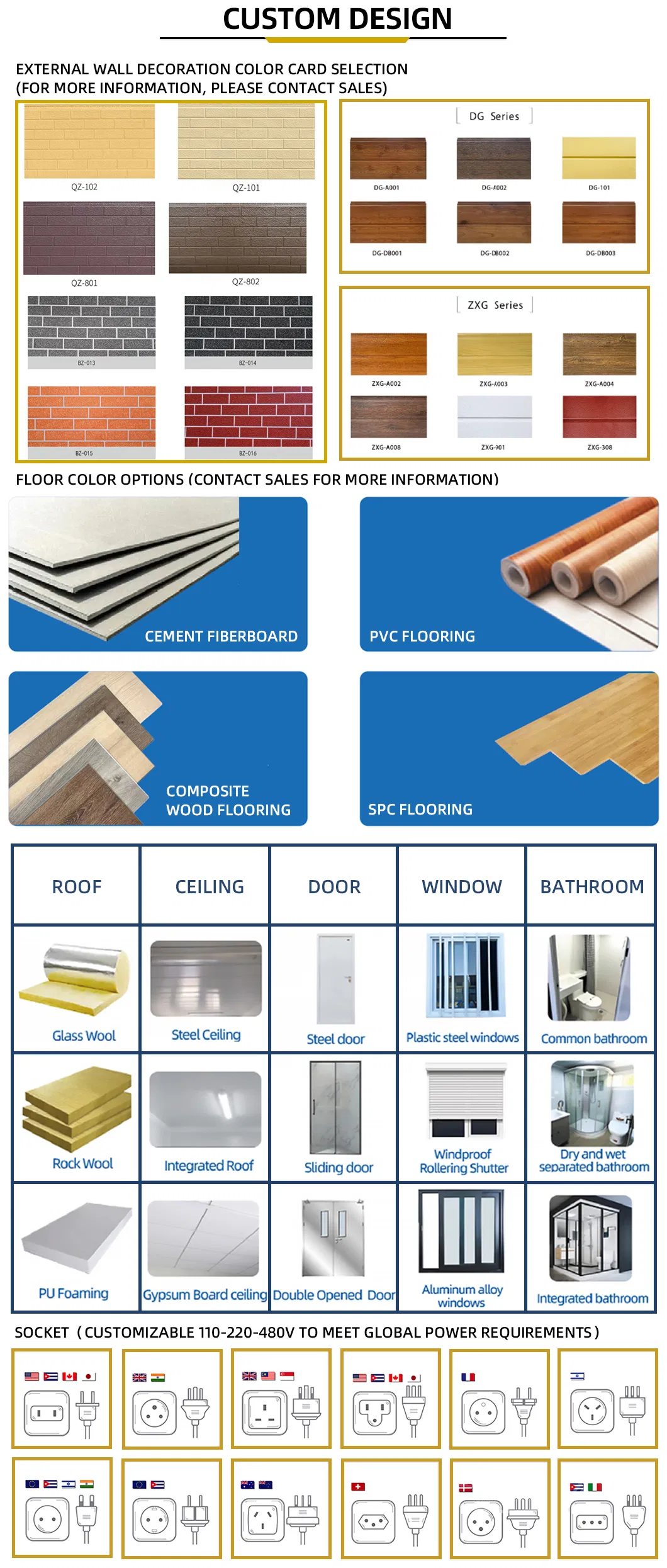
4. Customization: Supports partition walls, pre-installed plumbing/electrical, thermal insulation (rock wool/polyurethane), and various exterior decorative panels.
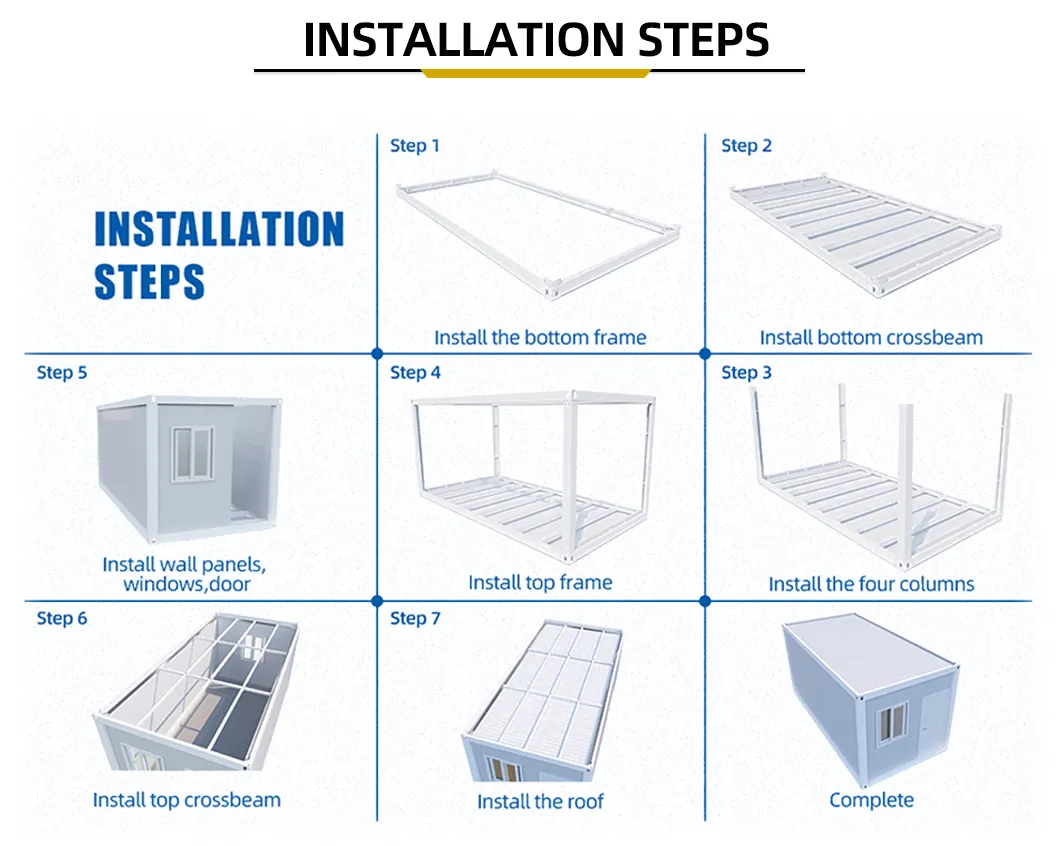
5. Short Construction: Factory prefabrication enables on-site installation in as little as 3 hours with 3 people, saving 70% construction time.
1. Residential: Full living systems including bedrooms, kitchens, bathrooms, and climate control interfaces for long-term use.
2. Office: Designed for open-plan or partitioned layouts with power/network outlets and lighting for corporate use.
3. Commercial: Transformable into convenience stores, cafes, or ticket booths with display windows and integrated modules.
4. Public Service: Suitable for guard booths, sanitation rooms, medical testing stations, and express delivery points.
5. Emergency Response: Rapidly deployable for disaster relief housing, medical stations, or isolation points.


| Size | 5950*3000*2800mm (L*W*H) |
| Wall panel | 0.3mm color steel 50mm rock wool sandwich panel |
| Door | Steel door, W840mm x H2035mm, 0.5mm panel, fireproof |
| Window | Upvc sliding window (w1120mm x h1100mm) x 2pcs; 5+9+5 hollow double glass with screen and anti-theft rod. |
| Roof | 0.4mm Thickness, 980 Type Color Steel pressure type tile |
| Floor | 18mm Cement fiberboard + 1.6mm PVC floor leather |
| Frame | Main beam: 150mm/2.5mm thick. Secondary beam: 120mm*50*1.8mm. Columns: 210*150mm/2.5mm thick. Galvanized steel. |
| Resistant Temperature | -20°C to 50°C |
| Wind load | 11 grade |
| Earthquake Grade | 7 fission activate |

Our reputation is built on our commitment to excellence in craftsmanship, quality finish, meticulous attention to detail, and rigorous quality control practices. Our team includes industry senior designers, welding engineers, purchasing engineers, and an experienced installation team. We have more than 10 years of industry experience, leading the market in product quality and design concepts. Our products have been exported to Australia, New Zealand, South Africa, the United States, the UAE, Malaysia, and more than 50 other countries. We strive to provide our customers with the greatest care and service, ensuring that every buyer has an excellent experience. We are dedicated to providing warm, high-quality modular integrated housing for every user.











